Products & Services
-

Clarifier
Clarifier represents the critical treatment stage that determines the length of filter run time downstream. Our Clarifier adopts the latest technology of lamellae tube enhanced settling to achieve best clarification effects.
Lamellae Tube enhanced Clarifier is easy to operate with low maintenance requirements. -

Media Filtration System
Media Filtration System has been the most widely used secondary treatment system for many water treatment applications.
There are many media filtration systems available to suit different applications. The conventional rapid gravity sand filter represents the most popular system where the raw water enter the filter from above the sand bed and exits from the bottom. The sand filter shall be backwash periodically to restore its capacity.
Pressure filters are also widely used in various industry. -

Ion Exchanger System
The resin based ion exchange system is the core unit operation of the demineralised water facility that shall determine the quality of product water. Our state of the art in ion exchange technology has proven to supply pure water with conductivity as low as 0.1 uS/cm in boiler water applications, or resistivity up to 18 megaohm-cm in ultrapure water applications for semi-conductor industry.
Apart from the conventional system such as monobeds, working mixed-beds and polishing mixed-beds, we also acquires advanced technology of off-site regeneration ion-exchange that guarantees 99.99% cation and anion resin separation for efficient regeneration, in order to achieve the water quality with sodium content down to 4 ppb for dedicated high pressure condensate polishing system. -
Oil-Water Separation Systems
Oil-water Separation is one of the most common front end water treatment technique in waste water treatment plants. It is capable of removing free and emulsified oil down to 10 mg/L with oil removal rate achieving >95%. It is also the method of choice in marine and offshore industry for treating Oily Sea Water for safe environment discharge.
Oil Interceptor is used generally if the treatment objective is just to reduce the free oil and grease level found at the effluent, as found in many conventional oily storm water treatment facilities. Hydrocyclone is selected as primary/secondary treatment unit in more advanced facilities such as produced water treatment system on offshore platform.The difference between Oil Interceptor and Hydrocyclone is the efficiency of free oil removal, beside one operates in gravity flow and another always in pressurized environment. The efficiency of the former is much below that of Hydrocyclone. Hydrocyclone typically achieves oil and grease limit of < 50 mg/L.
Product water from Hydrocyclone will be further treated in tertiary treatment unit, i.e. flotation system or filtration system. Dissolved air flotation (DAF) system, one of this tertiary treatment unit, is commonly installed in petroleum / oleo-chemical industry and pulp and paper industry.
When DAF is used to treat oily waste water, typically 8-15% of clarified water shall be recycled. Typical operating pressure of the recycled stream shall be within the range of 6 to 8 bar depends on system design, which minute air bubbles shall be form to break the oil emulsion from the water to floated sludge.
The filtration system in oil-water separation can be coalescence, media filter or membrane elements. They act as final safeguarding unit so that consistent discharge quality is met.
-


Anaerobic System
The anaerobic system is a proven and widely accepted technology used to treat a wide range of waste water such as palm oil mill effluent (POME), food processing waste, pharmaceutical waste and brewery waste. It has the capability to treat waste water with very high organic content such as waste water with COD level as high as 30,000 mg/L.
In an aerobic reactor, waste water enters from the bottom and flows to the top in an upward direction. The organic matters in the waste water are decomposed in the state-of-art anaerobic process as the waste water flows through the reactor. The decomposition process leads to the formation of organic acids and methane gas in two different layers in the reactor. The bottom layer is the place where organic acids are formed. The reaction which generates the methane gas takes place at granular sludge above the bottom layer. Anaerobic technology generates significantly less sludge as compared to the aerobic process and does not require air or oxygen supply for treatment of waste water.
Advantage of Anaerobic Technology includes:
• Capable to handle high COD load.
• Smaller land area requirements.
• Low operation and maintenance costs as aeration system is not required and less sludge generated.
• Odour from the waste water is contained in enclosed reactor.
• Valuable methane gas is produced that can be combusted to produce steam and to generate electricity. -

Aeration & Secondary Clarifier (Activated Sludge) System
The activated sludge process is used routinely for biological treatment of municipal and industrial waste water. The basic activated sludge process consists of three components, i.e. a reactor in which the microorganisms are kept in suspension and aerated (aeration tank), a liquid-solids separation (clarifier), and a recycle system for returning sludge removed from the clarifier back to the reactor.
Most Activated Sludge system are configured as secondary waste water treatment units when they receive waste water that have been pretreated by primary sedimentation. Primary sedimentation is most efficient at removing settleable solids, whereas the biological processes are essential for removing soluble, colloidal, and particulate (suspended) organic substances. -


Sequential Batch Reactor (SBR)
SBR, if compared to the conventional activated sludge system, is capable to handle higher loading fluctuation, easy operation, compact layout, and its capability to consistently producing high quality effluent.
The Sequential Batch Reactor (SBR) is a modification of the conventional activated sludge process. In the SBR process all steps of biological treatment and solid/liquid separation are performed in a single reactor during a defined process cycle.
SBR can accomplish the tasks of primary clarification, bio-oxidation and secondary clarification within the confines of a single reactor. As SBR is time-oriented and not space oriented, aeration periods and mixing cycles may be altered to accommodate specific operating conditions and to yield the desired results.
The SBR system operates in cycles consisting of five basic processes, namely Fill, Aerate, Settle, Decant and Idle. Adequate time is provided for each of the processes, through a PLC. The wastewater is transferred to the reactor during the start of the cycle. Aeration would then started where the actual biological reaction take place. During ‘Settle’ stage, the aeration would stops meaning the completion of the reaction, and the activated sludge or MLSS settled to the bottom of the tank, leaving the top supernatant portion that would be discharged during ‘Decant’. ‘Idle’ is the standby period for the next cycle to commence and normally occupy a very short time.
Advantage of SBR technology includes:
• Consistent, stable, high quality supernatant
• Smaller land area requirements
• Better aesthetics
• Better suited to handling Diurnal flow and strenght variations
• Operational simplicity and automation
• Process flexibility
-

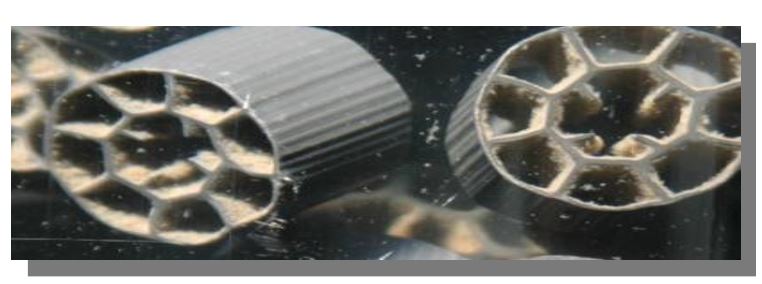
Moving Bed Biofilm Reactor (MBBR) System
• Process is based on the biofilm principle using polyethylene carrier elements.
• The carrier elements, which are less dense than water, 0.93-0.95 SG, provide a large protected surface for bacteria culture.
• MBBR provides advantages of Activated Sludge and Trickling Filter systems without their disadvantages.
MBBR is one of the most documented processes with many technical publications and presentations.
Click to see video!
Advantage of MBBR technology includes:
• Self regulating biomass / Single pass treatment.
• Flexible Design that allows for upgrades within existing reactor.
• No operational adjustments, only equipment maintenance.
• Stable under large load variations.
• Smaller foot prints.

Biofilm Growth on Media -

Membrane Bioreactor System (MBR)
Membrane Bioreactor (MBR) is a relatively new technology adopted for the treatment of municipal or industrial waste water for the purpose of consistent treated water quality that enables reuse of waste water.
• High efficiency removal and stable water quality to meet the needs of striengent reuse water quality
• Smaller foot print of biological reactor with higher operating MLSS and omission of secondary clarifier, tertiary filtration and disinfection process
• Modular design that easy for future expansion -

Ultrafiltration System
Ultrafiltration (UF) is a relatively new technology adopted for the treatment of drinking water due to the break through recently in the manufacturing process that significantly reduce the cost.
• Exceptional efficiency with regards to removal of bacteria, viruses, colloidal matter and other substance found in water.
• Low wastage due to nil or minimum reject water
• Low operating pressure ( less than 5 bar) and cost.
• Long life span of membranes because of mild operating conditions
• Almost maintenance free. -


Reverse Osmosis (RO) / Nanofiltration (NF) Systems
Reverse Osmosis is the highest end water treatment technique as far as membrane technology is concern. It is capable of removing particle down to minute size ion and capable of achieving >98% salt rejection. RO removes bacteria, viruses, colloidal matter and other substances found in water. It is also the method of choice in desalination plant for treating Sea Water for drinking. Dissolved solids content in Sea Water typically in the range of 20,000 to 30,000 mg/l.
Nanofiltration (NF) can replace the Reverse Osmosis process if the treatment objective is just to reduce the dissolved solid content. The different between NF and RO is the degree of salt rejection of the formal is slightly below that of RO. NF typically achieve salt rejection of < 95% compared to >98% for RO. As a result, the operating pressure will be lower for NF systems in the range of 5 to 10 bar. Product water from NF system will not contain hardness ion due to the preferential rejection of higher molecular weight and charged ion possessed by hardness ion. NF shall be suitable to treat brackish water up to 5,000 ppm dissolved solids content and to achieve drinking water quality.
When NF and RO technologies are used to treat brackish water, typically 15 to 25% of raw water shall be wasted as reject. Typical operating pressure shall be within the range of 7.5 to 15 bar depends on system design.
When RO is used in desalination plant, the operating pressure can be as high as 50 bar and reject/waste can also be as high as 50%. As a result, sea water desalination RO system normally quite costly and it is often the last choice only when fresh water source is not available. -

Electro-deionisation (EDI)System
EDI is a cost effective, environmentally friendly alternative to conventional post-RO ion exchanger applications in High Purity Water Treatment.
Electro-deionisation (EDI) is a continuous deionization process combining electrodialysis (ED) and ion-exchange (IE) membranes and resins for producing high purity water. Direct current (DC) is the driving force for removing ionized and ionizable species from the feed water, while continuously regenerating the membrane resins.
EDI, after Reverse Osmosis (RO) as pre-treatment, strips away more than 99.9% of feed water ions producing up to 18+ Mohm-cm high purity water with 99.5% salt removal. 95 – 99% + silica rejection, 99% + CO2 rejection and 96% boron rejection. No chemical regeneration is required proving it both safe and low cost when compared to conventional deionisation techniques.